پچھلی خبر میں، بڑے سائز کی پٹی الٹراسونک پلاسٹک ویلڈنگ سلاٹڈ جوائنٹ کا ایک ڈیزائن طریقہ تجویز کیا گیا تھا اور تجربات سے اس کی تصدیق کی گئی تھی۔سب سے پہلے، پٹی ویلڈنگ ہارن کو معقول طور پر کئی اکائیوں میں تقسیم کیا گیا ہے تاکہ پیچیدہ ساخت کے ساتھ سلاٹڈ ویلڈنگ ہارن کا ڈیزائن سادہ ویلڈنگ ہارن یونٹ کے ڈیزائن میں تبدیل ہو جائے۔پھر مشترکہ عنصر کا موازنہ ہاف ویو آسکیلیٹر سے کیا جاتا ہے جس میں کپلنگ وائبریشن پر غور کیا جاتا ہے۔جوائنٹ کی فریکوئنسی مساوات مساوی مکینیکل رکاوٹ کے تصور کو استعمال کرکے حاصل کی جاتی ہے۔
آخر میں، مساوات کا استعمال کرتے ہوئے ویلڈنگ جوڑوں کی کمپن کی خصوصیات پر سلاٹ نمبر، سلاٹ کی چوڑائی اور سلاٹ کی لمبائی کے اثر و رسوخ کا مطالعہ کیا گیا۔اس طریقہ کار کے مطابق، بڑے سائز کی پٹی کی نالیوں کے کئی گروہوں کو ڈیزائن اور مشینی بنایا گیا تھا۔تجرباتی نتائج سے پتہ چلتا ہے کہ ویلڈڈ جوڑوں کی گونج کی فریکوئنسی کی ماپا اور نظریاتی قدریں اچھی طرح سے متفق ہیں۔
جیسا کہ نیچے دی گئی تصویر میں دکھایا گیا ہے۔ویلڈنگ ہارن کی لمبائی، چوڑائی اور موٹائی بالترتیب L، B اور T ہیں۔z محور کو ٹرانس ڈوسر کی اتیجیت سمت کے طور پر فرض کریں۔ورکنگ فریکوئنسی پر، مستطیل ویلڈنگ جوائنٹ Z سمت میں فرسٹ آرڈر طول بلد کمپن پیدا کرے گا۔پٹی ویلڈنگ کے جوڑوں کے لیے، L≥2T، B اور L کا موازنہ کیا جا سکتا ہے، اس لیے X سمت میں ویلڈنگ کے جوڑوں کی ٹرانسورس وائبریشن کو نظر انداز کیا جا سکتا ہے۔
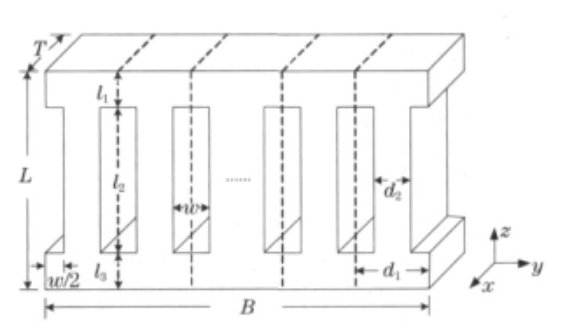
چونکہ y سمت میں ٹرانسورس وائبریشن کا طول بلد کمپن پر بہت اثر ہوتا ہے، اس لیے یہ عام طور پر سلاٹنگ کے ذریعے تیار کی جاتی ہے۔ویلڈنگ ہارن کو Y سمت میں n سلاٹس کو یکساں طور پر کھول کر (n+1) یونٹوں میں تقسیم کیا جاتا ہے۔ہر سلاٹ کی چوڑائی اور لمبائی بالترتیب W اور L2 ہیں، اور سلاٹ بالترتیب ویلڈنگ ہارن l1 اور L3 کے ان پٹ اور آؤٹ پٹ سروں سے الگ ہیں۔اس بات کو یقینی بنانے کے لیے کہ ہر یونٹ مکمل طور پر برابر ہے، ٹرانسورس ویلڈنگ ہارن کے دونوں سروں پر W/2 چوڑائی کے نالیوں کو کھولنا چاہیے۔اس طرح، ہر ویلڈنگ مولڈ یونٹ ایک مرکب trapezoidal ہارن ہے جس میں ایک مستطیل سیکشن ہے۔یہ فرض کرتے ہوئے کہ ہر یونٹ کے دونوں سروں اور درمیان میں چوڑائی D1 اور D2 ہے، اسے اوپر سے دیکھا جا سکتا ہے: L=L1 + L2 +L3
عناصر کے درمیان ایک ہی پیٹرن کی وجہ سے، ویلڈ کا آؤٹ پٹ طول و عرض بھی پیٹرن کو کمپن کرے گا، اور جب ملایا جائے گا، تو الٹراسونک ہارن میں بھی یہ پیٹرن ہوگا، تاکہ الٹراسونک مولڈ کے ڈیزائن کو کسی بھی قسم کے ڈیزائن کے لیے آسان بنایا جاسکے۔ عنصراس کے علاوہ، یہ نسبتا یکساں ہے.ٹرانسورس وائبریشن کو مؤثر طریقے سے دبانے اور اس بات کو یقینی بنانے کے لیے کہ ویلڈنگ ہارن میں ایک مقررہ سختی ہے، ویلڈنگ ہارن یونٹ کی چوڑائی عام طور پر نالی سے تقسیم ہوتی ہے!/8~!/ 4 (! ویلڈنگ ہارن کے پہلے آرڈر کے طول بلد کمپن موڈ کی طول موج ہے)، اور سلاٹ کی مثالی چوڑائی کے بارے میں ہے!/25~!/20[7]، ویلڈنگ کے جوڑوں کی نالی کی تعداد کا تعین مندرجہ بالا معیار کے مطابق کیا جا سکتا ہے۔کیونکہ ویلڈنگ ہارن یونٹ کی چوڑائی عام طور پر زیادہ نہیں ہوتی ہے!PI/4، تو اس کا تقریباً ایک جہتی نظریہ سے تجزیہ کیا جا سکتا ہے۔یونٹ 1 میں کسی بھی ویلڈنگ یونٹ کو تین مستطیل مساوی سلاخوں پر مشتمل سمجھا جا سکتا ہے۔
ایلومینیم الائے 7075 (ینگز ماڈیولس E=7.17*1010N/M2 density ρ=2820kg/m3، Poisson کا تناسب V =0.34) کو ویلڈنگ ہارن کے لیے منتخب کیا گیا تھا۔مساوات (1) ~ (3) اور (6) مختلف سلاٹس کے نمبر n، لمبائی L2 اور چوڑائی W کا حساب لگانے کے لیے استعمال کی گئیں۔جب سٹرپ ویلڈنگ ہارن کی گونج والی لمبائی L چوڑائی B کے ساتھ تبدیل ہوتی ہے، تو پٹی ویلڈنگ ہارن کی گونج والی لمبائی L چوڑائی B کے ساتھ بدل جاتی ہے۔ حسابی گونج فریکوئنسی f=20kHz، L1=L3 سادگی کے لیے۔جب سلاٹ کی لمبائی اور چوڑائی مستقل ہوتی ہے، جب سلاٹ نمبر مختلف ہوتا ہے تو ویلڈ ہارن کی چوڑائی کے ساتھ گونجنے والی لمبائی بدل جاتی ہے۔L2 =60mm، W =10mm۔جیسا کہ تصویر سے دیکھا جا سکتا ہے۔2، تصویر میں دکھایا گیا سلاٹڈ ویلڈنگ ہارن کے لیے۔1، پہلی ترتیب کی گونج کی لمبائی ایک جہتی تھیوری (126 ملی میٹر) کے مطابق شمار کیے گئے غیر سلاٹ شدہ ویلڈنگ ہارن سے چھوٹی ہے، اور ویلڈنگ ہارن کی گونج والی لمبائی ویلڈنگ ہارن کی چوڑائی میں اضافے کے ساتھ بڑھتی ہے، لیکن اضافہ آہستہ آہستہ کم ہوتا ہے.اس کے علاوہ، جب گونجنے والی فریکوئنسی اور ویلڈ کی چوڑائی مستقل ہوتی ہے، تو ویلڈ کی گونج والی لمبائی سلاٹ نمبر کے اضافے کے ساتھ کم ہوتی ہے۔
اس کے علاوہ، مختلف موٹائی کے تین ویلڈیڈ جوڑوں کو ایلومینیم الائے 7075 (اوپر کے جیسا ہی مواد) کے ساتھ مشین کیا گیا تھا۔ان تینوں ویلڈڈ جوڑوں کی موٹائی T اور ماپی ہوئی ہارمونک وائبریشن فریکوئنسی FM دی گئی تھی۔جب ویلڈنگ ہارن کی موٹائی طول موج کے ایک چوتھائی سے کم ہوتی ہے (یہاں 63 ملی میٹر ہے)، ماپا فریکوئنسی اور ڈیزائن فریکوئنسی کے درمیان انحراف 2٪ سے کم ہے، جو انجینئرنگ ایپلی کیشنز کی ضروریات کو پورا کر سکتا ہے۔
لمبی پٹی الٹراسونک پلاسٹک ویلڈنگ جوائنٹ کو معقول طور پر کئی مساوی عناصر میں تقسیم کیا گیا تھا اور جوائنٹ عنصر کی فریکوئنسی مساوات کو ٹرانسفر میٹرکس طریقہ سے نکالا گیا تھا۔اگر سلاٹ کی چوڑائی اور مقدار اور سائز معلوم ہو تو، مساوات کو پٹی جوائنٹ کو آسانی سے ڈیزائن کرنے کے لیے استعمال کیا جا سکتا ہے، اس طرح پٹی جوائنٹ کے ڈیزائن کے لیے ایک نظریاتی بنیاد فراہم کی جاتی ہے۔یہ مقالہ مثالوں کے ذریعے ویلڈنگ کے مشترکہ سائز پر سلاٹ نمبر، سلاٹ کی چوڑائی اور سلاٹ کی لمبائی کے اثر و رسوخ کا بھی تجزیہ کرتا ہے۔یہ دیکھا جا سکتا ہے کہ یہ طریقہ ویلڈنگ جوائنٹ کی اصلاح کے ڈیزائن پر بھی ایک خاص اثر رکھتا ہے۔

پٹی ویلڈنگ ہارن کمپن تجزیہ کے بعد نالی کو تقسیم کریں، ویلڈنگ ہارن کو اینڈ یونٹ باڈی اور درمیانی یونٹ سیل میں تقسیم کیا جا سکتا ہے، ظاہری لچک کے طریقہ کار اور ٹرانسمیشن لائن کے اثر کا استعمال کرتے ہوئے، چار مختلف یونٹوں کی لمبائی بالترتیب دی جاتی ہے اور اعلی درجے کی فریکوئنسی مساوات کی سمت، فریکوئنسی مساوات کو طویل بار ویلڈنگ ہارن کو ڈیزائن کرنے کے لیے استعمال کیا جا سکتا ہے، لیکن ڈیزائن کا عمل پیچیدہ ہے، کچھ پیرامیٹرز کا انتخاب تجربے پر منحصر ہے اور انجینئرنگ کی درخواست کے لیے آسان نہیں ہے۔اس مقالے میں، پٹی ویلڈنگ جوائنٹ کو معقول سلاٹنگ کے ذریعے کئی مساوی عناصر میں تقسیم کیا گیا ہے، اور ویلڈنگ جوائنٹ عنصر کی فریکوئنسی مساوات ٹرانسفر میٹرکس طریقہ سے حاصل کی جاتی ہے، جو پٹی ویلڈنگ جوائنٹ کے ڈیزائن کے لیے ایک نظریاتی بنیاد فراہم کرتی ہے۔ڈیزائن میں سادہ نظریاتی حساب اور واضح جسمانی معنی ہیں، جو پٹی کے انجینئرنگ ڈیزائن کے لیے ایک سادہ اور آسان طریقہ فراہم کرتا ہے۔
ویلڈنگ مشترکہ.

پوسٹ ٹائم: مارچ 17-2022